Un décollage plus en douceur grâce aux revêtements diamant et HiPIMS
Traitement de matériaux difficiles à usiner pour la construction légère et l'aéronautique
Les matériaux légers séduisent par leur poids réduit et leurs qualités de solidité et de stabilité. Ce sont assurément de véritables poids lourds dans le domaine de l'usinage. Les revêtements Premium CemeCon garantissent une sécurité de processus optimale, permettent une qualité de fabrication maximale et sont un gage de rentabilité à long terme lors du perçage et du fraisage d'alliages spéciaux à la fois durs et solides ou de matériaux composites pour l'aéronautique.
Une légère secousse traverse la carlingue d'un avion lorsqu'il se pose sur la piste d'atterrissage. Et l'appareil bouge également pendant le vol ; n'importe quel passager ayant vue sur les ailes peut s'en rendre compte. Les avions ne sont donc nullement aussi immobiles qu'ils le semblent au premier abord. Ils sont même entièrement pensés dans une optique d'élasticité, d'où le choix de l'industrie aéronautique d'avoir recours à des alliages d'aluminium. Ceux-ci sont en effet bien plus solides que les alliages utilisés dans la construction automobile car ils ne contiennent que très peu de silicium, ce qui rend le matériau particulièrement résistant aux contraintes dynamiques constantes causées par les vibrations et les oscillations pendant le vol. Les avions offrent ainsi le même niveau de sécurité tout au long de leur durée de vie ; les modèles les plus répandus sont conçus pour durer 25 ans et assurer 60 000 heures de vol et 48 000 atterrissages, et tiennent même en général bien plus longtemps.
La faible teneur en silicium implique une très forte teneur de l'alliage en aluminium pur. L'aluminium a tendance à beaucoup lubrifier dès que l'usinage devient très chaud. Un fait dont il faut impérativement tenir compte lors du fraisage afin d'éviter que des matériaux ne se soudent sur l'outil. Les copeaux « liquéfiés » par la chaleur de friction fondent sur l'outil, puis refroidissent et adhèrent immédiatement là où ils sont, mieux qu'avec n'importe quelle colle instantanée. « Les copeaux suivants se rompent ensuite sur cette saillie qui n'a rien à faire là. Les forces exercées sont tellement fortes qu'elles peuvent même faire se détacher une pièce de revêtement ou de carbure correcte », explique Manfred Weigand, chef de produit Round Tools chez CemeCon, pour montrer comment des soudures froides peuvent rendre un outil inutilisable.
Un tranchant maximum grâce au revêtement HiPIMS ultralisse et ultrafin
Les revêtements AluCon® à base de diborure de titane – TiB2 – ont une très faible affinité pour l'aluminium. Au lieu de coller, les copeaux glissent comme une crêpe sur une poêle en Teflon®. Résultat : les copeaux sont évacués le plus efficacement possible. Pour que les arêtes de coupe restent aussi affûtées que nécessaire afin de conférer à l'aluminium solide des avions une surface optimale lors de l'usinage, ces revêtements HiPIMS sont appliqués sous forme de fines couches de 1 ou 2 µm d'épaisseur seulement. La technologie HiPIMS offre aux revêtements TiB2 une densité sans pareille et une adhérence parfaite. Le matériau de revêtement AluCon® constitue donc la base idéale pour le revêtement d'outils destinés à l'usinage de titane.
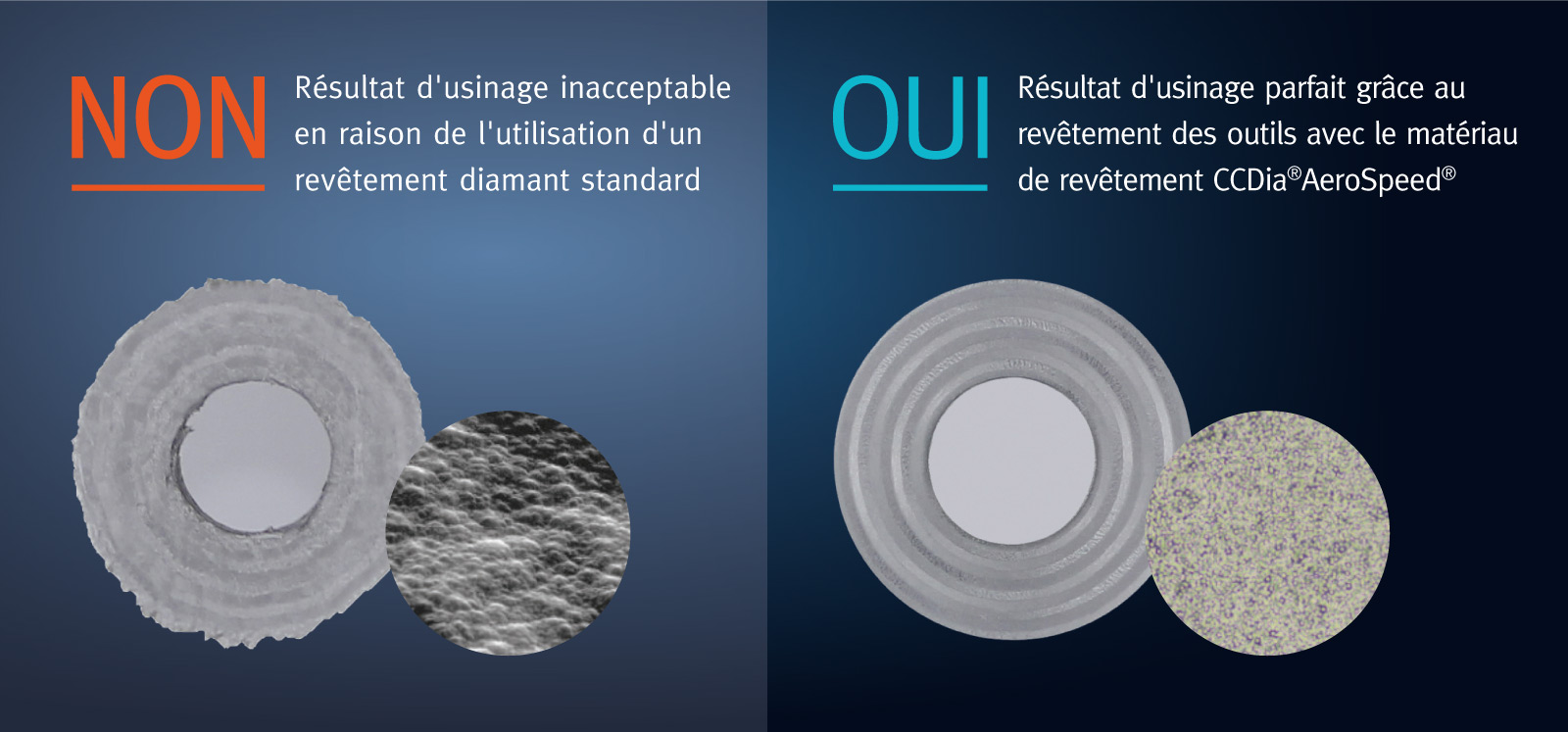
Aussi bien l'aluminium que le titane sont de plus en plus souvent utilisés dans les avions modernes, associés – tels les éléments d'un sandwich – à des matériaux composites avec du plastique renforcé de fibres de carbone. « Percer un trou dans un composant d'abord poreux et très abrasif, puis souple et solide oblige à satisfaire à des exigences spécifiques pour ce qui est du substrat, de la géométrie de coupe et du revêtement », explique Manfred Weigand. « CCDia®AeroSpeed® – qui était initialement conçu pour l'usinage de PRFC – constitue aussi une solution équilibrée pour le duo PRFC/aluminium ». La surface diamant nanocristalline est extrêmement lisse et inerte chimiquement, et garantit ainsi également une évacuation efficace des copeaux. Les outils recouverts de CCDia®AeroSpeed®
sont aussi particulièrement affûtés car l'arête arrondie est beaucoup moins grande qu'avec les revêtements diamant traditionnels de la même épaisseur. CCDia®AeroSpeed® permet des bavures inférieures à 0,1 mm lors du retrait du foret de la couche de composite et d'aluminium, conformément à une norme courante de l'aéronautique.
Les revêtements diamant multicouches de CemeCon constituent également la solution idéale dans le domaine d'actualité qu'est l'usinage de titane/PRFC. « Des essais actuels montrent que nous serons bientôt les premiers à parvenir à un usinage bien plus économique de ce matériau composite », affirme Manfred Weigand.
Télécharger FACTS au format PDF Aperçu de tous les magazines FACTS (PDF)
