Le PRFC révolutionne l'aéronautique – les revêtements diamant CemeCon révolutionnent l'usinage

Fraisage de PRFC : CCDia®AeroSpeed® relève le défi sans problème
Le PRFC (plastique renforcé de fibres de carbone) est le nouveau poids plume dans le domaine de l'aviation. En raison de son faible poids et de sa grande solidité, ce matériau composite remplace de plus en plus l'aluminium utilisé jusqu'à présent dans l'aéronautique. Les long-courriers modernes sont composés à plus de 50 % de PRFC. Le traitement de ce matériau pour un secteur dans lequel les exigences de sécurité sont maximales pose plusieurs difficultés. Les outils d'usinage à revêtement CCDia®AeroSpeed® améliorent la sécurité des processus et s'utilisent plus longtemps.
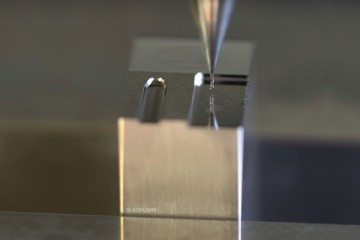
Un léger ronronnement est perceptible au moment où la fraise traverse la pièce à usiner noire et lui donne sa forme finale. « Vous pouvez littéralement entendre que la fraise est
recouverte avec CCDia®AeroSpeed® », affirme Manfred Weigand, chef de produit Round Tools chez CemeCon. « C'est parce que la surface nanocristalline, et donc extrêmement lisse, du revêtement empêche efficacement la pièce à usiner de crépiter, voire de vibrer pendant l'usinage. La raison de ce phénomène : les revêtements AeroSpeed® sont tellement lisses que les filaments composant chacune des innombrables fibres de carbone ne « s'y accrochent pas » et ne causent donc pas d'oscillations. Ils glissent tout simplement, ce qui rend la surface des pièces à usiner particulièrement régulière et prévient toute délamination ou saillie de fibres.
La structure du PRFC se résume selon Manfred très simplement en quelques mots. Pendant la fabrication, des tapis de faisceaux de fibres de carbone sont posés ou tissés selon les qualités souhaitées du composant. Ils sont ensuite imprégnés dans une résine époxy, puis cuits en autoclave ; la pression et la chaleur lient les fibres plongées dans la résine, puis les durcissent dans la forme souhaitée. Les fibres confèrent de la solidité là où elle est nécessaire.
Des arêtes de coupe extrêmement aiguisées pour une grande sécurité de processus
Cela crée une structure aux multiples avantages, mais posant également des difficultés lors de l'usinage. Des fibres qui par exemple sont rabattues plutôt que coupées lors du perçage, dépassent dans le trou. Que se passe-t-il alors ? Les pièces d'avion sont rivées. Les fibres qui dépassent sont d'abord rivées en même temps, puis se brisent après seulement quelques heures de vol en raison des vibrations. Le rivet a alors trop d'espace dans le trou et peut dans le pire des cas se briser à tout moment. Les outils à revêtement CCDia®AeroSpeed® possèdent des arêtes de coupe extrêmement aiguisées garantissant une coupe sans danger de toutes les fibres, et permettant de prévenir efficacement la délamination, c'est-à-dire le détachement de fibres de carbone du composé. C'est notamment dû à la technologie d'adhérence spécifique qui assure une solidarisation maximale entre le revêtement diamant et l'outil en carbure, tout en préservant la microgéométrie.
Comme nous l'avons décrit plus tôt, le PRFC est cuit en autoclave. La température ne doit pas dépasser 180 °C lors du perçage et du fraisage. La surface lisse de CCDia®AeroSpeed® réduit les frottements – mais aussi le dégagement de chaleur – et évite ainsi que la résine ne commence à fondre et que la structure ne se desserre. Une qualité inconditionnelle dans l'usinage de PRFC est la priorité absolue pour construire des avions Premium. En plus de permettre des performances et une sécurité de processus maximales, CCDia®AeroSpeed® présente des avantages économiques pour les avionneurs : CCDia®AeroSpeed® permet de percer plus de dix fois plus de trous dans la combinaison très abrasive de fibres de carbone et de résine époxy qu'avec un outil non revêtu.
Télécharger FACTS au format PDF Aperçu de tous les magazines FACTS (PDF)