
La recette du succès de SteelCon
La meilleure combinaison pour les matériaux exigeants : silicium et HiPIMS
Le silicium (dioxyde de silicium) existe littéralement comme le sable sur la mer. La croûte terrestre est composée d'environ 25,8 % de silicium. Le silicium est donc le deuxième élément chimique le plus répandu après l'oxygène. On le trouve principalement dans les minéraux silicatés ou sous forme de dioxyde de silicium pur, par exemple sous forme de quartz ou de sable. Mais quel est le rapport avec l'usinage ? Les revêtements contenant du silicium sont la réponse aux matériaux difficiles à usiner, comme les aciers trempés et inoxydables ou le titane.
SteelCon®
pour l'usinage dur, les aciers inoxydables, le titane et les alliages de titane
Propriétés :
très résistant à l'usure, comportement à l'usure homogène, stabilité thermique élevée, excellente adhérence, extrêmement lisse
Matériau de revêtement :
A base de TiAlSiN, teneur élevée en Si
Température d'utilisation max :
1.100 °C
Couleur :
Or rouge
Épaisseurs de couche :
1,5 µm et 3 µm
En règle générale, plus le matériau est dur, plus les températures sont élevées lors du processus d'usinage. C'est pourquoi il faut des revêtements durs et stables en température. L'oxyde de silicium est extrêmement dur, très stable thermiquement et isole bien de la chaleur. Cet élément devient donc un élément essentiel dans la recette du succès d'un matériau stratifié utilisé pour l'usinage de matériaux exigeants - comme le matériau stratifié HiPIMS SteelCon®.
SteelCon® a été développé par CemeCon pour l'usinage d'aciers trempés de plus de 50 HRC. Ces matériaux sont très durs, mais peuvent aussi présenter une certaine ténacité. Souvent, ils contiennent des éléments d'alliage qui leur confèrent une grande résistance à la corrosion. Ceux-ci compliquent encore davantage les tâches d'usinage. Avec une très forte teneur en silicium, SteelCon® est parfaitement adapté aux conditions d'utilisation exigeantes de l'usinage dur. "Et il peut faire encore plus, car notre matériau stratifié HiPIMS à deux couches est un véritable multitalent : SteelCon® offre également des performances maximales dans d'autres matériaux difficiles à usiner, comme les aciers inoxydables, les alliages à base de nickel, le titane, mais aussi les aciers 'normaux'. De nombreux tests pratiques l'ont prouvé et les produits de catalogue de nos clients le confirment", se réjouit Manfred Weigand, chef de produit Round Tools chez CemeCon, en évoquant les excellents résultats obtenus dans différentes applications.
Une combinaison imbattable
SteelCon® isole parfaitement de la chaleur, ne laisse pratiquement pas la chaleur pénétrer dans l'outil, mais l'évacue par le copeau. C'est un avantage pour les matériaux qui sont eux-mêmes de très mauvais conducteurs de chaleur, comme l'acier inoxydable ou le titane. Sans SteelCon®, les températures élevées qui se produisent inévitablement lors de l'usinage des matériaux durs fragiliseraient le carbure et endommageraient ainsi l'outil.
Comme le processus HiPIMS ne permet pas la formation de défauts sous forme de droplets, SteelCon® est, de par son procédé, extrêmement lisse. Rien ne s'oppose donc à une évacuation optimale des copeaux et de la chaleur. L'outil peut évacuer la chaleur dans le copeau, la stabilité du processus augmente. Il en résulte d'excellents états de surface sur la pièce usinée, ce qui permet souvent à l'utilisateur d'économiser des travaux ultérieurs, parfois même le polissage.
Manfred Weigand : "HiPIMS apporte un autre avantage imbattable. Cette technologie permet d'adapter les contraintes résiduelles, qui peuvent être parfaitement adaptées au revêtement, à la géométrie de l'outil et à l'application. Cela a un impact direct et positif sur l'adhérence et la résistance à l'usure".
SteelCon® est disponible pour les outils à queue et, depuis peu, pour les plaquettes amovibles en série.
D'excellents résultats dans les tests pratiques
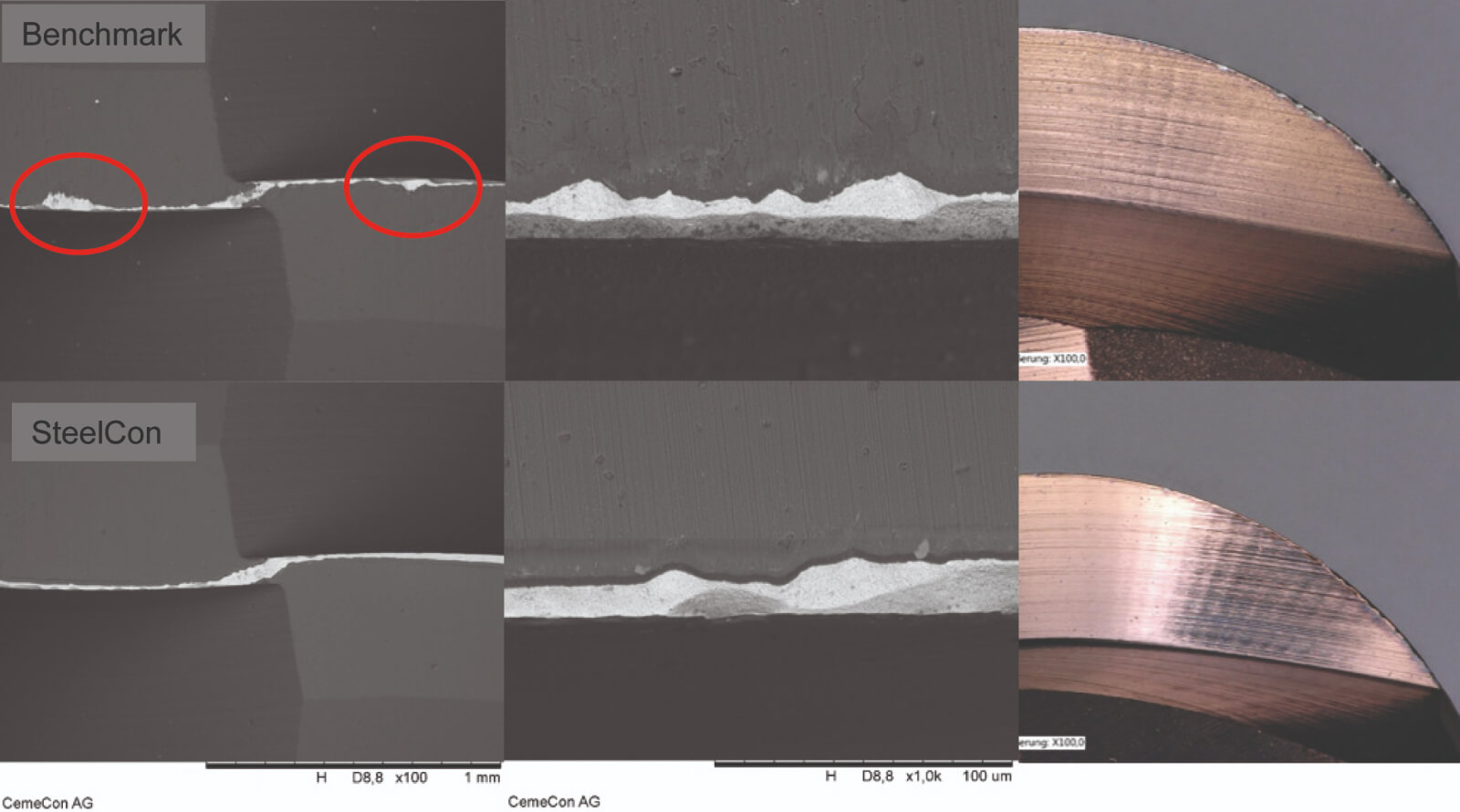
Un exemple montre la supériorité des outils de précision avec des revêtements SteelCon® : Pour cela, un bloc d'acier inoxydable allié trempé (1.2379) d'une dureté de 62 HRC a été usiné à sec avec des fraises à tête sphérique (d = 6 mm) (vc = 120 1/min ; n = 6.366 1/min ; vf = 1.655 mm/min ; zf = 0,13 ; ap, ae = 0,1 mm). Après trois passes (183 m / 5h:33min), la fraise revêtue de SteelCon® présente nettement moins de caractéristiques d'usure que le revêtement concurrent (voir photos ci-dessus).
"Pour que SteelCon® puisse obtenir ses excellents résultats, nous avons agi sur de nombreux leviers : outre le matériau de revêtement, il s'agit de l'épaisseur du revêtement, des tolérances, du prétraitement et de la finition. Lors de l'ingénierie, les étapes du processus sont ensuite combinées de manière judicieuse et adaptées à l'outil. Le résultat est une spécification de revêtement personnalisée, parfaitement adaptée à l'application", ajoute Manfred Weigand.
Télécharger FACTS au format PDF Aperçu de tous les magazines FACTS (PDF)
