
Magie ou art?

La technologie HiPIMS de la société CemeCon
La technologie de revêtement HiPIMS est en train de conquérir les marchés actuellement. Il y a quelques années, lorsque cette technologie a été introduite, CemeCon a établi les normes de ce secteur en tant que leader et pionnier de cette nouvelle technologie. Depuis peu, d'autres fabricants proposent également des technologies similaires, mais 35 ans d'expérience dans la pulvérisation cathodique et 15 ans dans l'élaboration de la technologie HiPIMS ne peuvent se rattraper aussi rapidement.
Un des facteur de performance d'un outil de coupe est déterminée par son arête de coupe. C'est à cet endroit qu'un revêtement a le plus de mal à adhérer à l’outil! Qu'il s'agisse d'une micro-fraise avec des arêtes de coupes ultra tranchantes pour l'usinage du titane ou d’une épaisseur de revêtement la plus élevée possible sur des plaquettes indexables pour de l'usinage industriel: La gestion du stress et des contraintes résiduelles du revêtement sur l'arête de coupe est le point crucial. C'est exactement sur ce point la que la technologie HiPIMS fait toute la différance.
Qu'est-ce qui rend HiPIMS si spécial?
La technologie HiPIMS combine les propriétés qui nécessitaient auparavant différents procédés de revêtement, voire plusieurs installations. Les revêtements HiPIMS sont lisses et sans gouttelettes, la morphologie est exceptionnellement dense avec une adhérence. Dure et résistante à la fois et les revêtements sont caractérisés par une très faible contrainte de compression résiduelle (stress interne). Avec HiPIMS une large gamme de substrats peuvent être revêtus et pratiquement tous les éléments du tableau périodique peuvent être utilisés.
Tout les systemes HiPIMS disponibles sur le marché sont-ils une garantie pour l'avenir? Tous les systèmes HiPIMS se valent ils?
Depuis toujours CemeCon a misé sur la technologie de pulvérisation cathodique. Avec cette technologie des puissances électriques très élevées sont utilisées pour créer nos revêtements. HiPIMS pousse cette approche encore plus loin. Des impulsions extrêmement courtes forment un plasma à haute énergie qui ionise les matériaux de revêtement à déposer d'une manière sans précédent. L’utilisation de cette énergie créepar les unités d'impulsion est donc un facteur de réussite essentiel. CemeCon a 35 ans d’expérience dans ce domaine.
Notre machine de revêtement CC800® HiPIMS a été conçu dès le départ de manière cohérente et sans compromis pour la technologie HiPIMS. Les unités d'impulsion HiPIMS sont situées sur les portes de la chambre, à proximité des cathodes. Il n'y à pas de câble entre les deux composants comme dans les systèmes concurents. Les câbles représentent non seulement une résistance et donc une perte d'énergie, mais ils modifient également les schémas d'impulsion en raison de leur induction et de leur capacité. Ces problèmes n'existent pas dans les systèmes CemeCon HiPIMS. Il en va de même pour le positionnement du bias-HiPIMS à proximité immédiate de la table de substrat. Grâce à cette conception, l'énergie nécessaire arrive directement sur les outils de coupe à revêtir, sans perte ni retard. Les composants sont construits par CemeCon et sont 100% adaptés à cette tâche.
Comment est-ce possible?
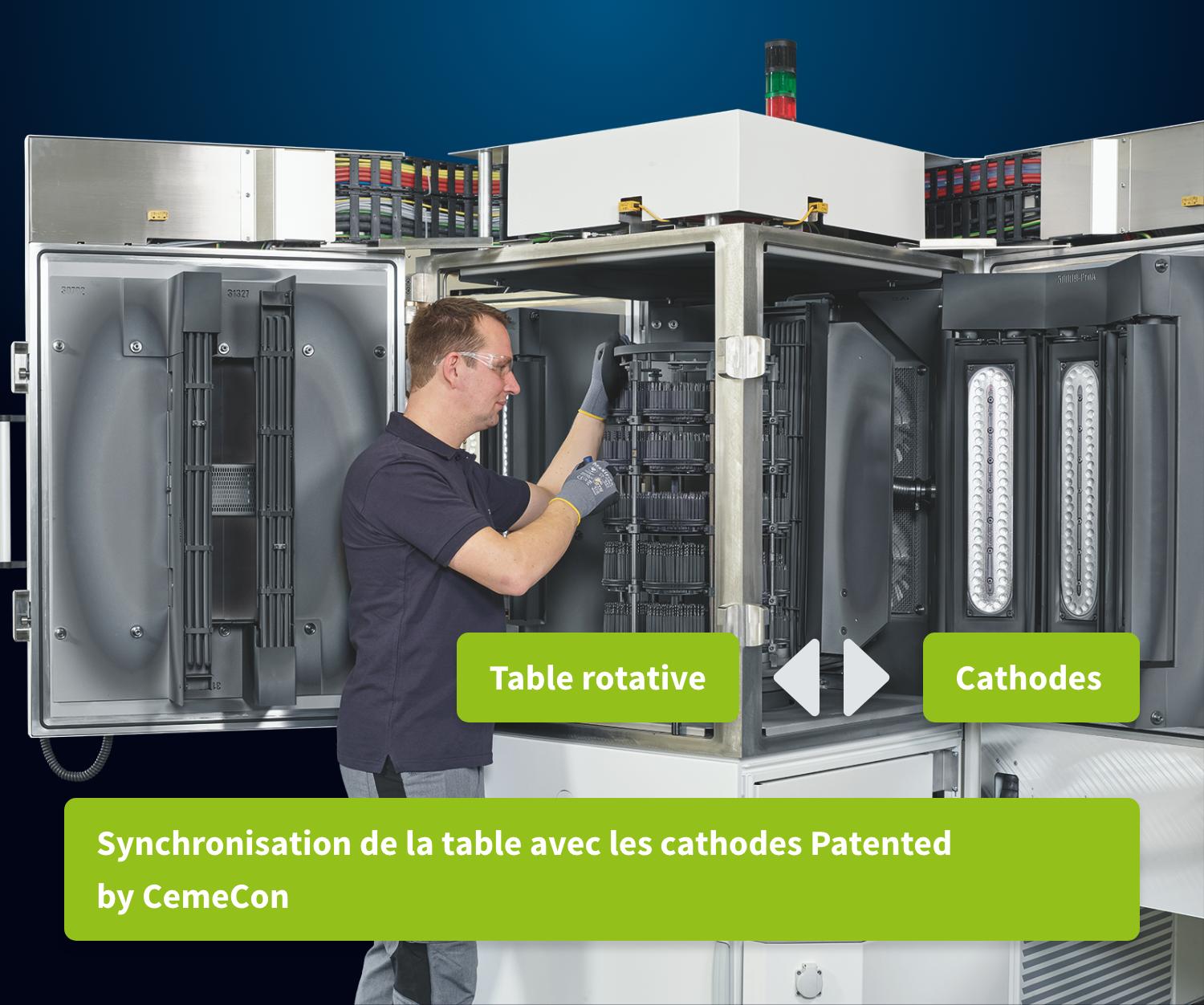
La synchronisation entre les cathodes et la table du substrat permet de gérer le stress résiduel de nos revêtements.
Voici comment cela fonctionne: Les impulsions HiPIMS sont très courtes, mais comportent toujours trois phases. L'énergie est appliquée sélectivement à la table du substrat uniquement pendant la phase de croissance de la couche. Cela empêche le gaz de transport ionisé de de se mélanger aux autres èlements du revêtement.
Cet ensemble de technologies breveté par CemeCon est la clé de nos revêtements avec des contraintes résiduelles de compression très faibles et ajustables. Le revêtement HiPIMS est performant là où cela compte vraiment: sur l’arrête de l'outil de coupe. C’est un avantage pour le fabricant d'outils.

Nouvelles opportunités, nouveaux marchés
Grâce à de faibles contraintes internes nos revêtement sont adaptés à la micro-géométrie des arêtes de coupe. C’est la clé pour des solutions entièrement nouvelles par exemple les micro-outils destinés à usiner l'acier inoxydable, le titane ou le CrCo dans le monde médical.
La production d'implants, tout comme l'usinage des aciers trempés pour les moules d'injection sont souvent des operations de fraisage. SteelCon®, notre nouveau matériau de revêtement pour l'usinage dur, bénéficie d'un revêtement dense et très résistant. Celui-ci, combiné à de faibles contraintes résiduelles de compression, permet d'améliorer les performances lors d’usinage à coupe intérompue. Seul HiPIMS peut offrir cette combinaison!
CemeCon excèle dans l'utilisation des outils à plaquettes pour les fraisages haute performance comme par exemple les vilebrequins, les composants d'éoliennes et les rails de voies ferrées. Pour ces applications chaque µm supplémentaire de revêtement est utile. La performance de coupe des plaquettes avec des épaisseurs de revêtement allant actuellement jusqu'à 12 µm (FerroCon® Quadro) atteint un niveau sans précédent.
Ce qui ressemble à de la magie est en fait de la pure ingénierie!
Télécharger FACTS au format PDF Aperçu de tous les magazines FACTS (PDF)
