The HiPIMS advantage for the new dimension in stamping technology

Stepper takes a giant step forward in stainless steel processing with InoxaCon®
Hardly any product has been in such demand in the past two years as electronic components – no electronics without plugs and plug contacts. In order to economically manufacture precision contacts in large series of 10 million or more, high-performance automatic stamping machines and, above all, specially manufactured highly complex tools are the be-all and end-all. Fritz Stepper GmbH & Co. KG is an award-winning expert in modular progressive dies that produce electronic contact parts at up to 3,000 strokes per minute. To continuously improve these stamping tools, the company based in Pforzheim, Germany- is always ready to break new ground. The HiPIMS technology from CemeCon is another important step along this path.
“If you want to do something better, you face two options. You can either improve an existing process or rethink it from top to bottom.” Fritz Stepper, founder of Fritz Stepper GmbH & Co. KG, wisely chose the second option and applied this mindset to launching a series of technological innovations that have always kept the company a step ahead: the right step to take for the highest levels of precision and productivity. The turning point to modern toolmaking is primarily considered to be the progressive dies with modular design developed and patented by Stepper in the 1970s. The innovative strength of the company from Pforzheim, Germany today is demonstrated by numerous awards: Stepper has been voted one of Germany’s innovation leaders several times by the FAZ Institute and in 2019 was named Toolmaker of the Year 2019 and overall winner of “Excellence in Production” by the renowned Fraunhofer Institute for Production Technology IPT.

New ways for the best stamping tool
The finest stamped parts for the electronics industry are Stepper’s specialty. “Whether computer or automobile – the demands of our customers are very high. Maximum precision and productivity are required. This requires an ultimate tool life. In addition, they must be outstanding in terms of material, surface quality and accuracy in order to produce the demanding geometries of the microcomponents with consistently high precision,” says Martin Hess, who, as Head of Research and Development and Head of the Surface Technologies Department, develops innovative coatings at Stepper and implements them on the stamping tool. “Firmly anchored in our company philosophy is to build the best and most reliable tool possible. Wear on a single active part installed in this high volume can already compromise this claim and must therefore be constantly minimized. To achieve this, we pursue every means and are constantly evaluating new materials, production processes and technologies.”
Only CemeCon’s HiPIMS TECHNOLOGY allows us to adjust NUMEROUS VARIABLES to finely calibrate the power to perfectly match our, in some cases, EXTREMELY FILIGREE ACTIVE ELEMENTS – of which over 1,000 can be installed in a single high-performance progressive die! This has enabled us to take a HUGE STEP FORWARD in STAINLESS STEEL
Martin Hess, Head of Research and Development and Head of the Surface Technologies Department at Stepper
This also applies to the coating processes that Stepper uses in the entire range from a first arc system to hybrid systems consisting of arc and magnetron technology to a special pulsed laser machine for ta-C coatings for wear protection developed in-house in close cooperation with an university. Over 30 years of coating expertise have been continuously optimized to meet the special requirements of the filigree active elements in high-performance stamping and the various materials to be stamped. A supreme discipline are tools that process two punching strips in parallel with very different material properties, such as bronzes with tensile strengths Rm around 600 N/mm2 and stainless steels with Rm up to over 1,400 N/mm². The active parts machining the stainless steel should also achieve minimum stroke rates in the double-digit million range here before any maintenance intervention on the progressive die. With this material, the experts did not make significant progress with conventional coating processes despite many in-house developments – not even with ultra-hard ta-C.

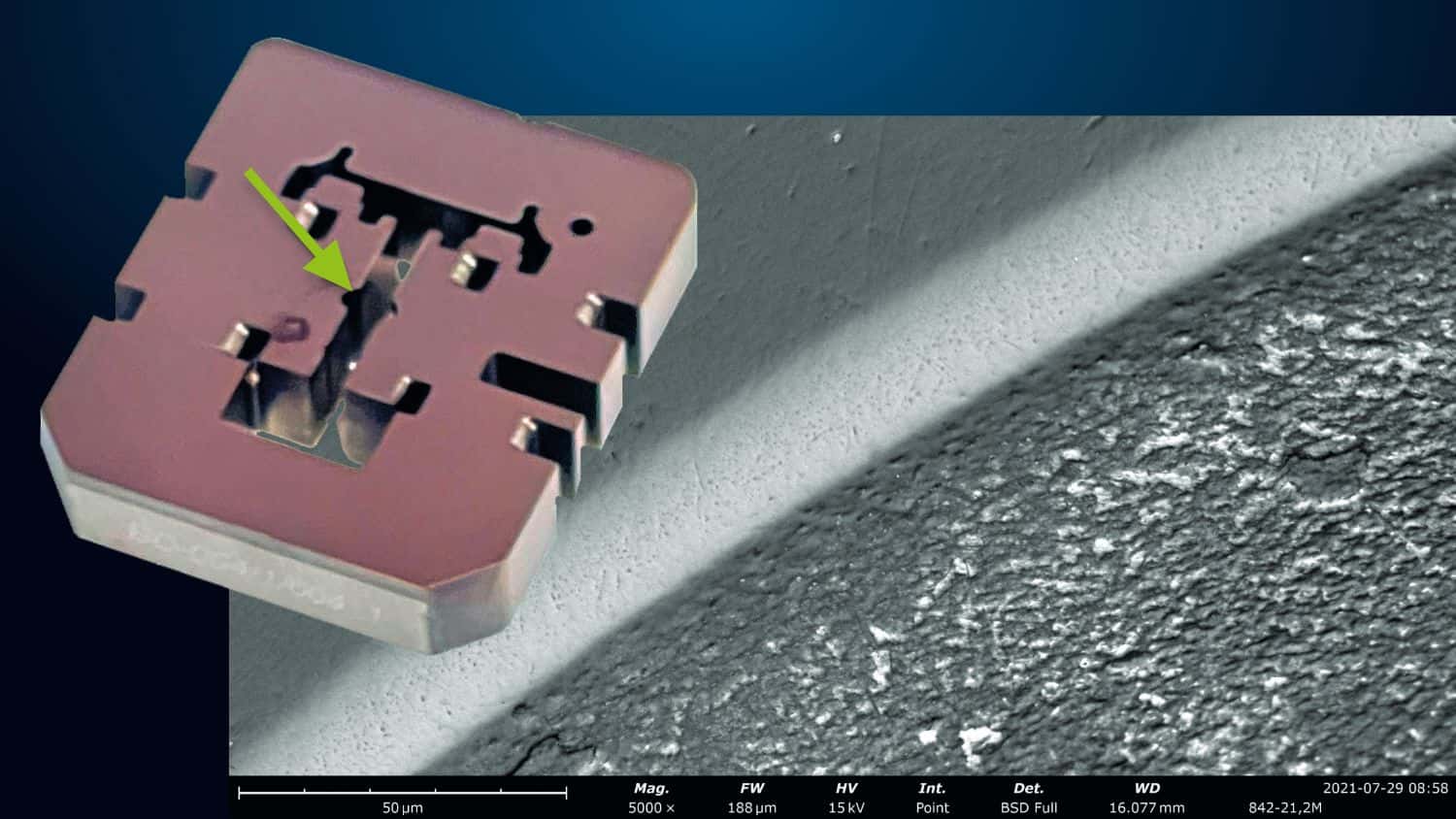
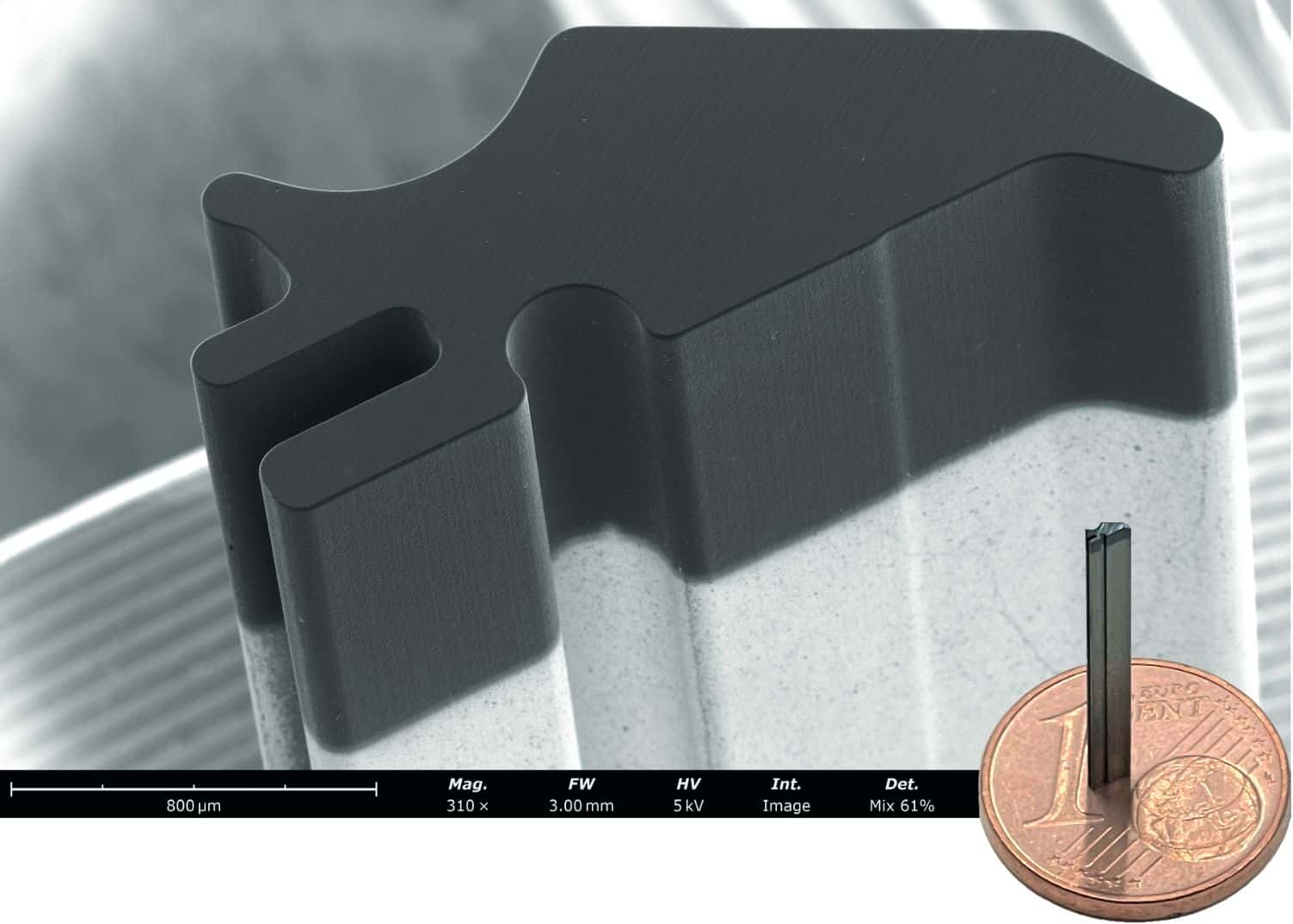
Martin Hess: “Wear analyses with state-of-the-art measurement technology show us the details that need to be improved: In the case of active elements, such as cutting punches with sizes sometimes far below
1 mm, for example, the surface artifacts (‘droplets’) that are unavoidable with conventional technologies due to the process or the layer micro-holes that emerge during post-polishing can often trigger initial wear if they occur on an edge line that has been rounded with micrometer precision. The consequences are local burr formation on the stamped part and a resulting necessary change of active element. Also, residual stress minimized edge lines, coating stress gradients matched to the substrates, and punch strip matched tribochemistry can only be optimized with the added process control of the latest coating technology. We never look for just any solutions. We always want the best. So we turned to CemeCon with the idea of using HiPIMS technology for our stamping tools.”
A revolutionary idea, because CemeCon has perfectly adapted the CC800® HiPIMS to the coating of cutting tools. “So it was a matter of transferring what is right for cutting tools to the new applications of shearing, bending and embossing. Thanks to the cooperation with Stepper and the high flexibility of the coating unit and the HiPIMS process, we were able to quickly show that adapted HiPIMS coatings trigger a technological leap for stamping tools. Then we went on a journey of discovery together – and the results were more than convincing!” says Dr. Stephan Bolz, expert for the development of HiPIMS coatings at CemeCon.
Outstanding results with HiPIMS
HiPIMS technology is perfectly suited for applications in stamping tools: During the production of precision contacts made of stainless steel, the installed active elements in the progressive die are subjected to enormous extrinsic stresses. They have to withstand up to 3,000 strokes per minute. An extremely hard coating alone is not enough to withstand impact stress with total strokes in the tens million range. To prevent the coating material from degradation, it must also be tough. At the same time, an extremely smooth surface and dense morphology are required for stamping applications. High-precision and sharp-edged geometries also require low residual stresses at the coating thickness level required for a high wear reserve. This combination can only be achieved by HiPIMS!
InoxaCon® as a HiPIMS coating material is a proven solution for stainless steel processing. With other coatings, undesirable material transfer (micro cold welds) from the stainless steel punching strip to the coated active elements was often observed. This does not happen with InoxaCon®. The tool life successes exceed all expectations: The tools now last 30 million strokes and more!
“Only CemeCon’s HiPIMS Technology allows us to adjust numerous variables to finely calibrate the power to perfectly match our, in some cases, extremely filigree active elements – of which over 1,000 can be installed in a single high-performance progressive die! This has enabled us to take a huge step forward in stainless steel.” reports Martin Hess enthusiastically. And the CC800® HiPIMS in-house opens the door to further innovative developments for the visionaries at Stepper. We are looking forward to them.
Stepper
Fritz Stepper GmbH & Co. KG was founded in 1965 and since the very beginning has stood for the design of modern stamping tools using the latest cutting-edge technologies. The development of the world’s first modularly designed stamping tool in 1975 by Stepper marks a turning point in toolmaking. Thanks to modular inserts in a base body, individual tools for complete families of parts are created – with easy handling, minimal maintenance and large stroke rates even for demanding bending, rolling and embossing operations.
Stepper also produces high-precision contact parts in large quantities for sectors such as the automotive or computer industries at its Pforzheim site. In line with the mission statement “The best or nothing,” Stepper’s customers can rely on maximum quality and precision as well as comprehensive expertise with 50 years of experience – from the start of the project to the series product with the best high-performance stamping tools.

