
魔法还是艺术?

来CemeCon的HiPIMS涂层技术
HiPIMS作为一种涂层技术正在征服整个机加工市场。几年前当项技术次引入大模工业化生产时CemeCon作为技术的导和先驱为此特别制定了严格的行业标准。现在其他厂商也陆续开始提供类似的技术。但CemeCon拥有的35年溅射经和15年HiPIMS应用经却注定了他们只去无法。
众所周知,刀具的性能由切削刃决定,这里恰恰是涂层最难处理的地方!无论是用于钛合金加工,需要最锋利刃口的微型铣刀;还是用于重型加工,需要尽可能厚涂层的切削刀片。如何根据切削刃的几何形状来微调涂层残余应力成为能否取得成功的关键。而这,正是HiPIMS的秘密:它将刀具制造商在设计切削刃微观几何形状方面对精度的要求成功地转移到涂层领域。
是什么,让HiPIMS如此不同?
HiPIMS结合了以前需要不同涂层工艺甚至多条生产线共同合作才能赋予的多重特性:涂层表面光滑、无液滴、涂层形态异常致密、附着力最佳、同时拥有超高的硬度和韧度,并且,其最大的特点是残余压应力特别低!HiPIMS不仅可以用于涂覆各种刀具基材,而且可以几乎全方位、无死角地使用元素周期表中的任何元素。但,市场上的任何一个HiPIMS系统都拥有对涂层未来的保证吗?
HiPIMS非HiPIMS!
很久以前,CemeCon就开始依赖溅射技术进行涂层研发。在这里,极高的电压被用于电离。HiPIMS 将这种方法向前更推进了一步:使用极短的脉冲形成高能等离子体,以前所未有的方式电离待沉积的涂层材料。成功的关键在于如何在脉冲单元中处理这种爆炸性能量。CemeCon在这方面拥有很多实践----准确的说有35年。
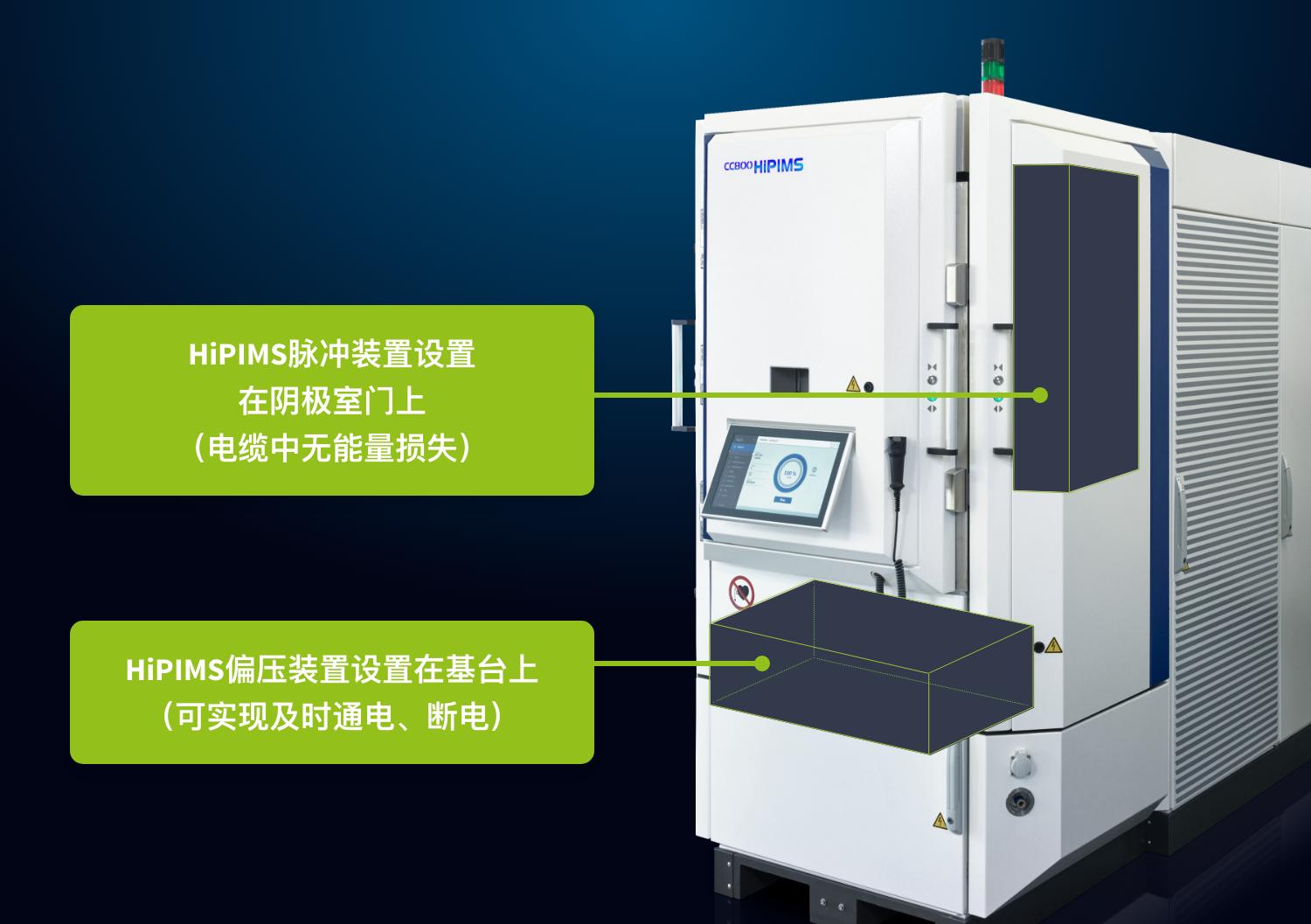
CC800®HiPIMS从底层设计开始就 坚持满足HiPIMS所有工艺要求,毫不妥协。比如:将HiPIMS脉冲模块置于靠近阴极的室门上,以取消两个组件之间连接使用的电缆。这是因为电缆路径不仅会产生电阻和能量损失,还会由于其电感和电容而改变脉冲模式。而基于底层HiPIMS工艺设计的CemeConHiPIMS系统设备则完全不存在这些限制。同样,将HiPIMS偏压设计在基台附近的定位,使得所需能量可以到达需要的地方,直抵需涂层的切削刀具,没有任何损失或延迟。系统所有组件均由CemeCon自己构建,并且100%适合此任务。

这怎么可能?
阴极和基台之间的同步锁定使涂层的残余应力管理成为可能。
工作原理:HiPIMS脉冲非常短,但仍由三相组成。能量仅在涂层生长期间被选择性地施加到衬底台上,以防止工艺气体进入涂层。
该CemeCon专利技术是确保涂层获得极低、且可调节的残余压应力的关键。刀具制造商可从中收获:HiPIMS涂层精准地出现在真正重要的地方:刀具的切削刃上,展示其卓越的性能。
新机会,新市场
低残余应力管理可根据切削刃的微观几何形状进行专门调整,成为医疗技术领域不锈钢、钛以及CrCo等微型切削刀具保持全寿命锋利刀刃的关键。
铣削应用主导着植入体和硬铣削市场的模具及模具行业。用于硬加工的新型SteelCon®涂层材料,凭借致密且坚韧的层结构以及低残余压应力的优点,极大提升了铣刀间断性切削的加工性能。而这种组合只能由HiPIMS提供!
曲轴加工代表使用刀片加工的最高难度。对于这种高性能铣削、在风力发电部件的重型加工和铁路钢轨铣削,涂层每增加1µm都极为珍贵。而将涂层厚度提升至12µm的FerroCon®Quadro涂层更是将刀片的切削性能提升到前所未有的高度。
听起来多像魔法,但却是纯粹的科学!
以 PDF 格式下载 FACTS 故事 所有 FACTS 杂志概览 (PDF)
